






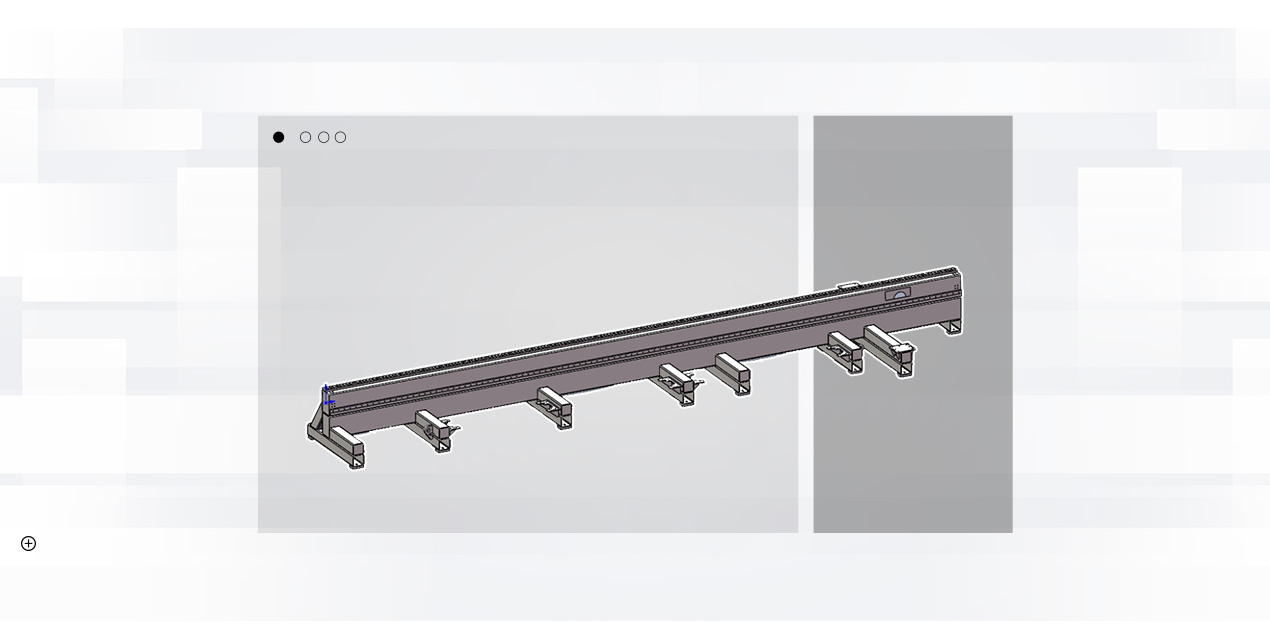
זייט-הענגענדיקע-סטרוקטור-איין-שטיק-געשוועיסט-בעט
די בעט נעמט אן א זייט-הענגענדיקע סטרוקטור און אן איין-שטיק געשוועיסט בעט, וואס ווערט אויסגעגליט צו עלימינירן אינערליכע דרוק. נאך גראָבער מאשינירונג, ווערט ווייבראציע-אלטערן דורכגעפירט פארן ענדיגן מאשינירונג, דערמיט שטארק פארבעסערנדיג די שטייפקייט און פעסטקייט פון די מאשינ-געצייג און זיכערנדיג די גענויקייט פון די מאשינ-געצייג. די AC סערוואָ מאָטאָר דרייוו ווערט קאנטראלירט דורך די נומערישע קאנטראל סיסטעם, און די טשאַק רעאליזירט א צוריק- און צוריק באַוועגונג אין די Y ריכטונג נאכדעם וואס די מאָטאָר דרייווט, רעאליזירנדיג שנעלע באַוועגונג און פיטער באַוועגונג. ביידע די Y-אַקס געשטעל און לינעאַר גייד רעלס זענען געמאכט פון הויך-גענויקייט פּראָדוקטן, וואס עפעקטיוו גאראנטירן די גענויקייט פון די טראַנסמיסיע; די לימיט סוויטשיז ביי ביידע ענדס פון די סטראָוק זענען קאנטראלירט, און א שווער לימיט מיטל איז אינסטאלירט אין דער זעלבער צייט, וואס עפעקטיוו זיכערנדיג די זיכערקייט פון די מאשינ-געצייג באַוועגונג; די מאשינ-געצייג איז אויסגעשטאט מיט די אויטאָמאַטישע לובריקייטינג מיטל לייגט לובריקייטינג ייל צו די באַוועגלעכע טיילן פון די בעט אין רעגולערע אינטערוואַלן צו זיכערנדיג אז די באַוועגלעכע טיילן לויפן אין גוטן צושטאַנד, וואס קען פארבעסערן די לעבן פון גייד רעלס, גירז און געשטעל.
פראָנט-פיטער-אַפּאַראַט
די פראָנט פיטער מיטל כולל אַ שטיצע פּלאַטע קאַנטראָולד דורך אַ לופט צילינדער, וואָס שטיצט די רער ווען די געשניטענע רער איז לאַנג און פאַרהיט עס פון בייגן זיך.
ווען מען שניידט די ארבעטסשטיק, שטיצט דער אויפגעהויבענער שטיצ-צילינדער די שטיצ-פלאטע צו שטיצן די רער און פארמיידט אז זי זאל זיך נישט בייגן. ווען מען שניידט די ארבעטסשטיק, ווערן אלע אויפגעהויבענע שטיצ-צילינדער צוריקגעצויגן, און די ארבעטסשטיק פאלט אראפ אויף דער אויסלייג-פלאטע און גליטשט צום אויפבעוואר-ארט. די צילינדער-אקציע ווערט אויטאמאטיש קאנטראלירט דורך דער סיסטעם.
דער פראָנט אָפּטייל איז אויך צעטיילט אין נאָכפאָלגן טיפּ און מאַנועל אַדזשאַסטמאַנט טיפּ.


שטיצע-מעכאניזמען
עס זענען דא צוויי סעטן פון שטיצנדיקע מעכאניזמען אינסטאלירט אויפן בעט, און עס זענען דא צוויי טיפן פאראן:
1. די נאכפאלג שטיצע ווערט קאנטראלירט דורך אן אומאפהענגיקן סערווא מאטאר צו באוועגן זיך ארויף און אראפ, הויפטזעכליך צו דורכפירן נאכפאלג שטיצע פאר איבערגעטריבענע דעפארמאציע פון לאנגע געשניטענע רערן (רערן מיט קליינע דיאמעטערס). ווען די הינטערשטע טשאַק באוועגט זיך צו דער קארעספאנדירנדיקער פאזיציע, קען די הילפס שטיצע ווערן אראפגעלאזט כדי צו פארמיידן.
2. די ראָד שטיצע מיט וועריאַבאַלן דיאַמעטער ווערט געהויבן און אַראָפּגעלאָזט דורך דעם צילינדער, און עס קען מאַנועל אַדזשאַסטיד ווערן צו פאַרשידענע וואָג פּאָזיציעס צו שטיצן רערן פון פאַרשידענע סיזעס.
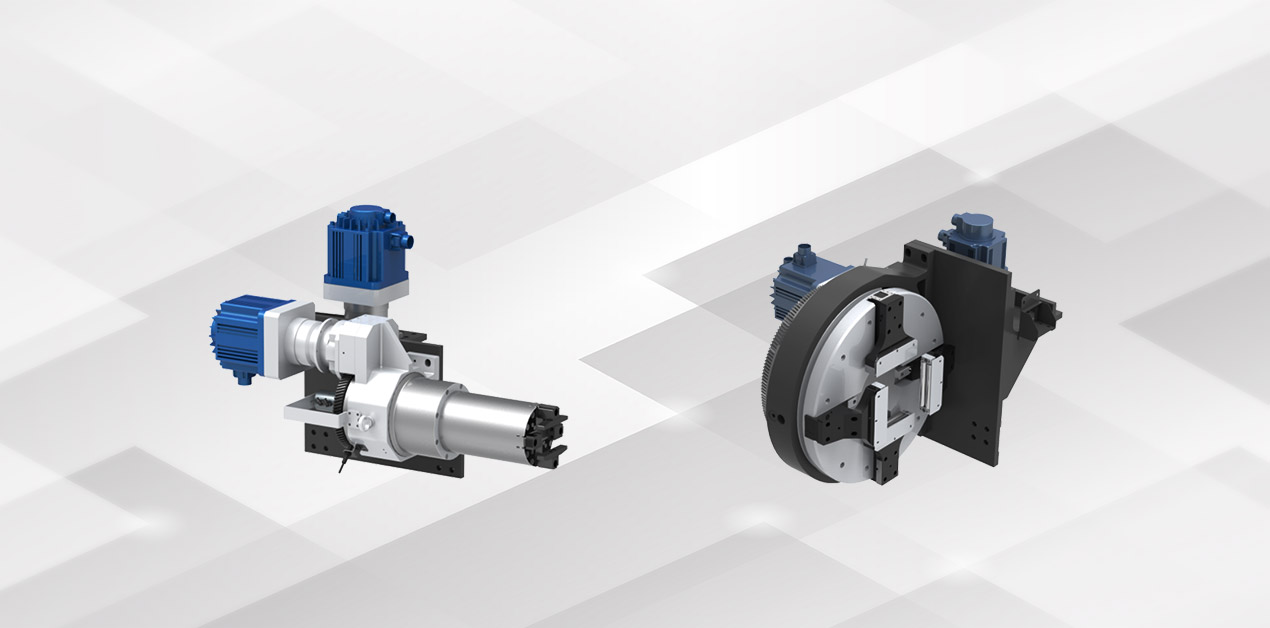
טשאַק-פּאַרט
דער טשאַק איז צעטיילט אין צוויי פראָנט און הינטערשטע פּנעוומאַטישע פול-סטראָוק טשאַקס, ביידע פון וואָס קענען זיך באַוועגן אין דער Y ריכטונג. דער הינטערשטער טשאַק איז פאַראַנטוואָרטלעך פֿאַר קלאַמערן און צופֿירן די רער, און דער פראָנט טשאַק איז אינסטאַלירט אין סוף פון די בעט פֿאַר קלאַמערן מאַטעריאַלן. די פראָנט און הינטערשטע טשאַקס ווערן ריספּעקטיוולי געטריבן דורך סערוואָ מאָטאָרן צו דערגרייכן סינקראָניש ראָטאַציע.
אונטער די שלאָס קלאַמערינג פון טאָפּל טשאַקס, קורץ עק קאַטינג קענען זיין איינגעזען, און די קורץ עק פון די מויל קענען דערגרייכן 20-40 מם, בשעת שטיצן די קורץ עק קאַטינג פון לענגער עק.
די TN סעריע רער שנייד מאַשין ניצט די מעטאָדע פון טשאַק באַוועגונג און אַוווידאַנס, וואָס קען פאַרשטיין די קאַטינג מיט צוויי טשאַקס אַלע די צייט, און וועט נישט פאַרשאַפן די רער צו זיין צו לאַנג און סטאַביל, און די פּינטלעכקייט איז נישט גענוג.
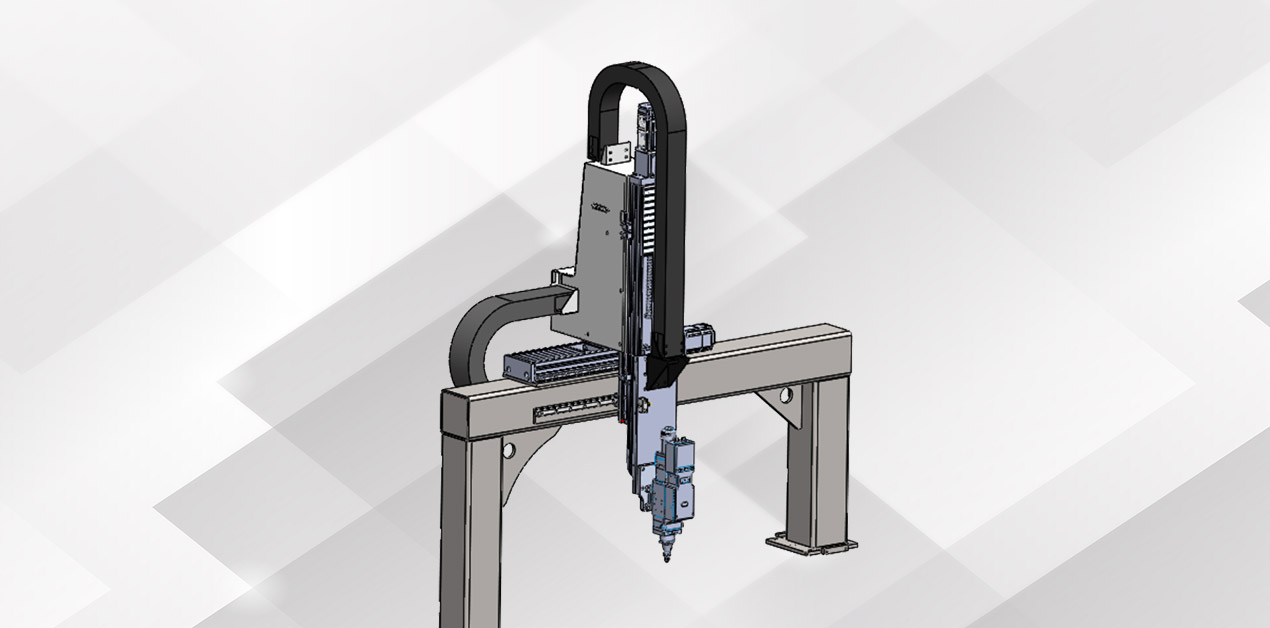
אַקס-דעוויס
דער קראָסבעאַם פון די X-אַקס מיטל נעמט אָן אַ גאַנטרי סטרוקטור, וואָס איז געשוועיסט דורך אַ קאָמבינאַציע פון קוואַדראַט רער און שטאָל פּלאַטע. די גאַנטרי קאָמפּאָנענט איז פאַרפעסטיקט אויף דער בעט, און די X-אַקס איז געטריבן דורך אַ סערוואָ מאָטאָר צו טרייבן די געשטעל און פּיניאָן צו פאַרשטיין די רעסיפּראָקייטינג באַוועגונג פון די גליטש פּלאַטע אין די X ריכטונג. אין דעם פּראָצעס פון באַוועגונג, די לימיט באַשטימען קאָנטראָלירט די מאַך צו באַגרענעצן די שטעלע צו ענשור די זיכערקייַט פון די סיסטעם אָפּעראַציע.
אין דער זעלבער צייט, האט די X/Z אַקס איר אייגענע אָרגאַן דעקל צו באַשיצן די אינעווייניקסטע סטרוקטור און דערגרייכן בעסערע שוץ און שטויב באַזייַטיקונג עפֿעקטן.
די ז-אַקס מיטל רעאַליסיז דער הויפּט די אַרויף און אַראָפּ באַוועגונג פון די לאַזער קאָפּ.
די ז-אַקס קען גענוצט ווערן ווי אַ CNC אַקס צו דורכפירן איר אייגענע אינטערפּאָלאַציע באַוועגונג, און אין דער זעלבער צייט קען זי פֿאַרבינדן ווערן מיט די X און Y אַקסעס, און קען אויך איבערגעטוישט ווערן צו נאָכפֿאָלג קאָנטראָל צו באַפרידיקן די באַדערפֿנישן פֿון פֿאַרשידענע סיטואַציעס.
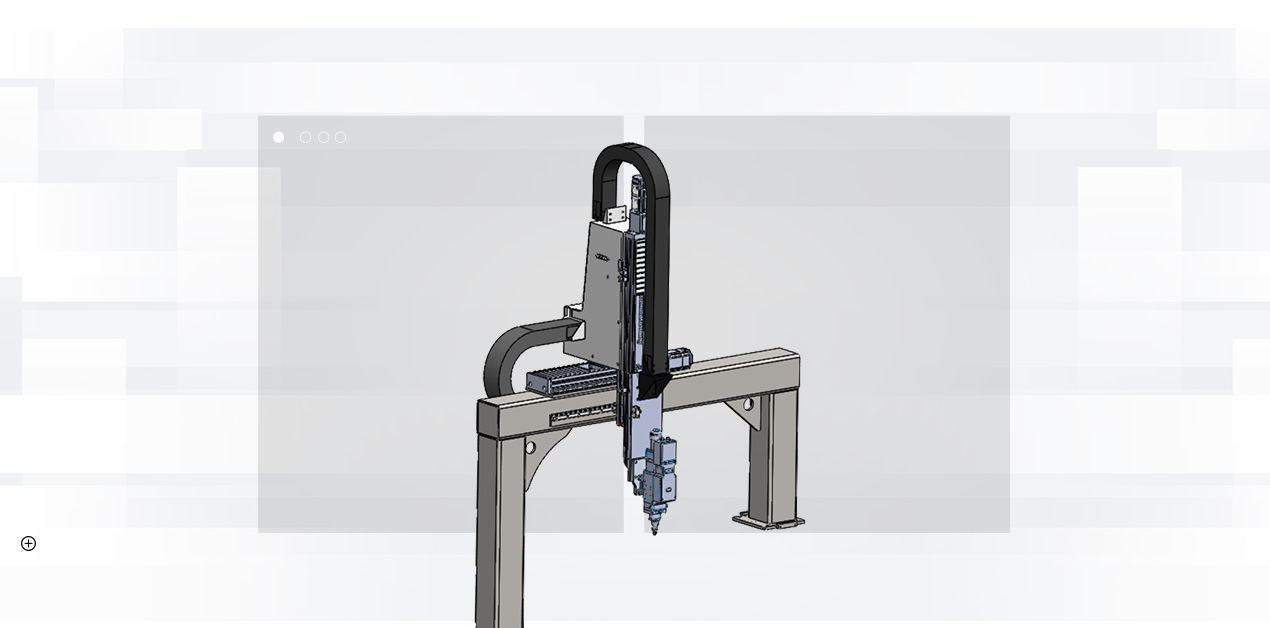
אַקס-דעוויס
דער קראָסבעאַם פון די X-אַקס מיטל נעמט אָן אַ גאַנטרי סטרוקטור, וואָס איז געשוועיסט דורך אַ קאָמבינאַציע פון קוואַדראַט רער און שטאָל פּלאַטע. די גאַנטרי קאָמפּאָנענט איז פאַרפעסטיקט אויף דער בעט, און די X-אַקס איז געטריבן דורך אַ סערוואָ מאָטאָר צו טרייבן די געשטעל און פּיניאָן צו פאַרשטיין די רעסיפּראָקייטינג באַוועגונג פון די גליטש פּלאַטע אין די X ריכטונג. אין דעם פּראָצעס פון באַוועגונג, די לימיט באַשטימען קאָנטראָלירט די מאַך צו באַגרענעצן די שטעלע צו ענשור די זיכערקייַט פון די סיסטעם אָפּעראַציע.
אין דער זעלבער צייט, האט די X/Z אַקס איר אייגענע אָרגאַן דעקל צו באַשיצן די אינעווייניקסטע סטרוקטור און דערגרייכן בעסערע שוץ און שטויב באַזייַטיקונג עפֿעקטן.
די ז-אַקס מיטל רעאַליסיז דער הויפּט די אַרויף און אַראָפּ באַוועגונג פון די לאַזער קאָפּ.
די ז-אַקס קען גענוצט ווערן ווי אַ CNC אַקס צו דורכפירן איר אייגענע אינטערפּאָלאַציע באַוועגונג, און אין דער זעלבער צייט קען זי פֿאַרבינדן ווערן מיט די X און Y אַקסעס, און קען אויך איבערגעטוישט ווערן צו נאָכפֿאָלג קאָנטראָל צו באַפרידיקן די באַדערפֿנישן פֿון פֿאַרשידענע סיטואַציעס.
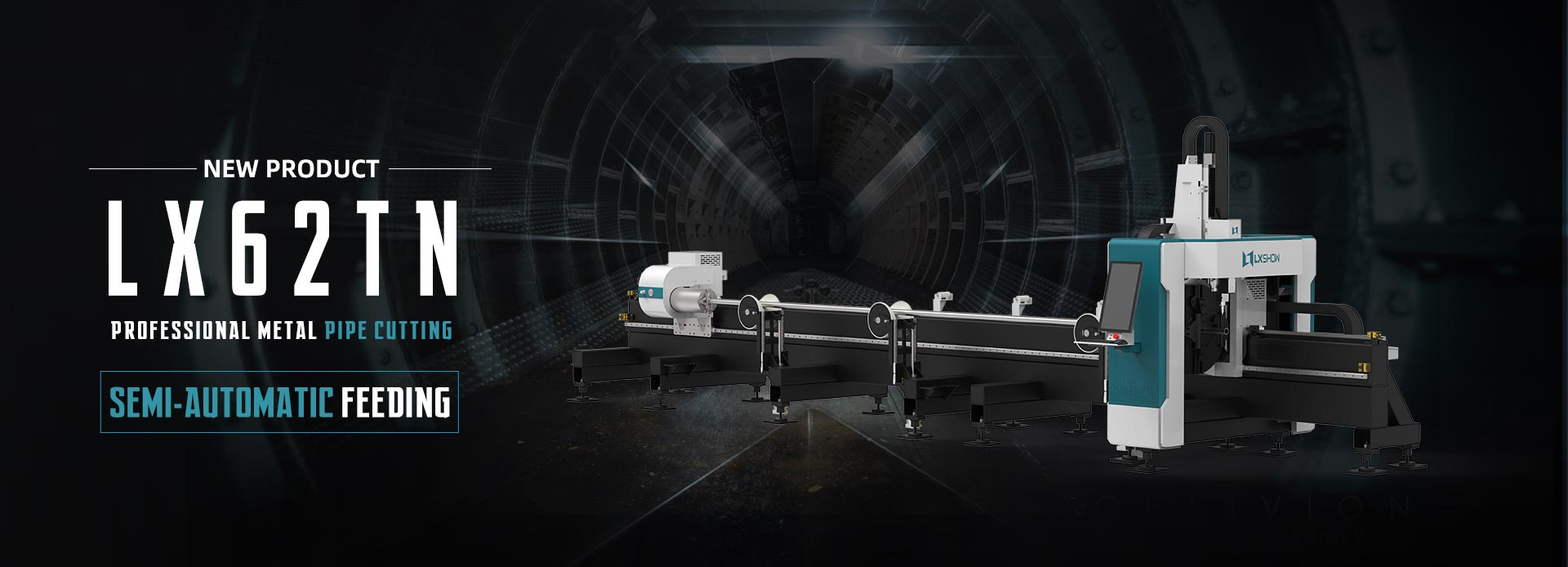
LX62TN פיבער לייזער קאַטינג מעטאַל רער רער מאַשין פֿאַר אייַזן ומבאַפלעקט שטאָל קאַרבאָן שטאָל אַפּלאַקיישאַן
אַפּליקאַציע מאַטעריאַלן:
פיבער לאַזער מעטאַל קאַטינג מאַשין איז פּאַסיק פֿאַר מעטאַל קאַטינג ווי ומבאַפלעקט שטאָל רער, מילד שטאָל רער, טשאַד שטאָל רער, צומיש שטאָל רער, פרילינג שטאָל רער, אייַזן רער, גאַלוואַנייזד שטאָל רער, אַלומינום רער, קופּער רער, מעש רער, בראָנדז רער, טיטאַניום רער, מעטאַל רער, מעטאַל רער, עטק.
אַפּליקאַציע ינדאַסטריז:
פיבער לאַזער קאַטינג מאשינען זענען וויידלי געניצט אין פאַבריקאַציע בילבאָרד, גאַנצע, וואונדער, סיינידזש, מעטאַל אותיות, געפירט אותיות, קיך ווער, גאַנצע אותיות, רער מעטאַל פּראַסעסינג, מעטאַל קאַמפּאָונאַנץ און טיילן, אייַזן ווער, שאַסי, ראַקס און קאַבינעץ פּראַסעסינג, מעטאַל קראַפס, מעטאַל קונסט ווער, ליפט טאַפליע קאַטינג, האַרדווער, אַוטאָ טיילן, ברילן ראַם, עלעקטראָניש טיילן, נעימפּלאַטעס, עטק.

-

LX3015E מעטאַל פּלאַטע פיבער לאַזער קאַטער מיט עקסק...
-

LX16030L 4 קוו 6 קוו 8 קוו 12 קוו 15 קוו 20 קוו סי-ען-סי בעסטע מיר...
-

LX2010FC גראָס 20% אַראָפּ! בעסטע פֿיבער לאַזער קאַט...
-

LX4015FC אַלומינום ומבאַפלעקט שטאָל אייַזן בויגן מ...
-
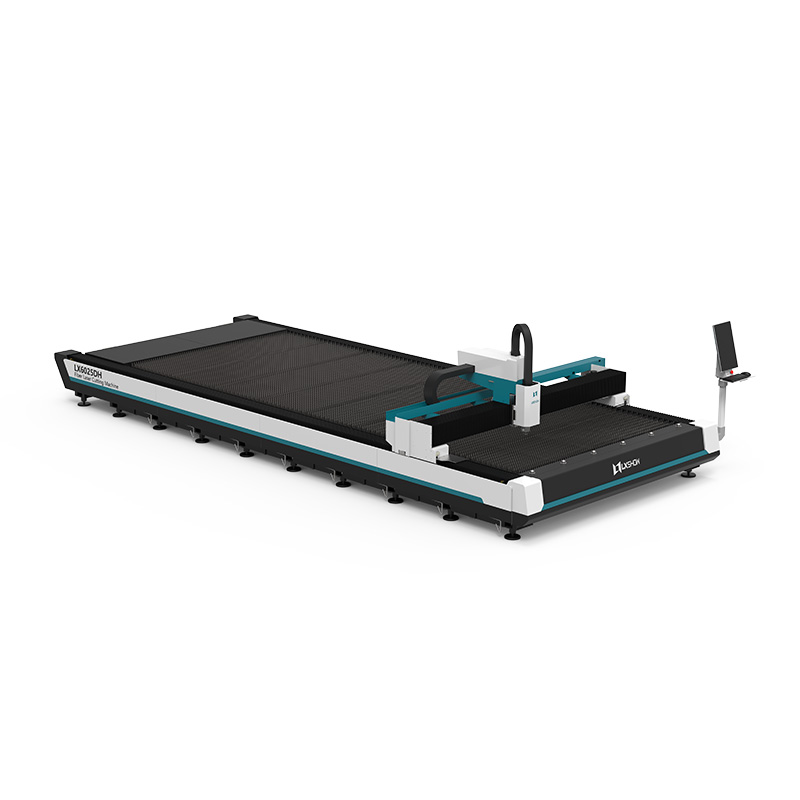
LX6025DH מעטאַל בויגן לאַזער קאַטער פֿאַר פאַרקויף סטאַ...
-
1.jpg)
LXTN62H (A) פיבער לייזער רער קאַטינג מאַשין פֿאַר ...





1.jpg)





